Aleación Hastelloy C22
INFORMACIÓN GENERAL

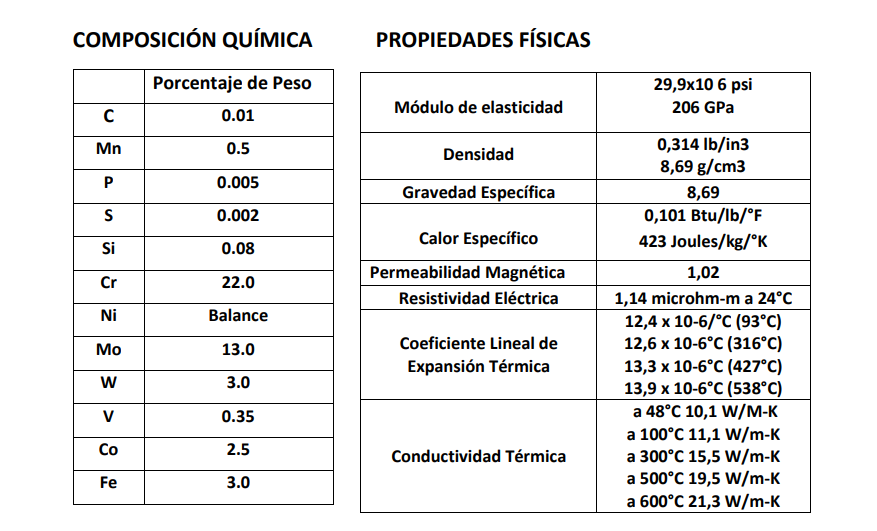
Hastelloy C22 es una aleación versátil a base de níquel cromo-molibdeno-tungsteno. Tiene una mejor resistencia a la corrosión que otras aleaciones a base de níquel cromo-molibdeno, incluyendo al hastelloy C276, las aleaciones C-4 y la aleación 625. EL hastelloy C22, tiene una resistencia superior a la corrosión por picaduras por grietas y corrosión bajo presión. Tiene una resistencia prima a los medios oxidantes acuosos, incluyendo al cloro húmedo y mezclas que contienen ácido nítrico u otros ácidos oxidantes con ionos de cloruro. Hastelloy C22, también ofrece una excelente resistencia a entornos donde se encuentran condiciones oxidantes o reductoras. Hastelloy C22 demuestra una resistencia excelente a una variedad de entornos para el procesamiento de químicos. Su uso en estado soldado, es adecuado para la mayoría de aplicaciones químicas debido a que resiste la formación de precipitados al límite de grano en la zona afectada por el calor de la soldadura.

ESTÁNDARES
UNS N06022/W. N 2.4602/DIN NiCrMo14W
APLICACIONES
– Depuradores de gases de combustión
– Sistemas de cloración
– Sistemas para el decapado con ácido
– Conducción y revestimientos de chimeneas para centrales eléctricas
– Intercambiadores de calor tubulares
– Equipos para procesos de alimentos
– Plantas para el blanqueo de pulpa y papel
RESISTENCIA A LA CORROSIÓN Y OXIDACIÓN
El alto contenido de cromo de Hastelloy C22, se presta a una extraordinaria resistencia a la corrosión por picaduras. El molibdeno y el tungsteno contribuyen a una excelente resistencia a media oxidante acuoso, incluyendo al cloro húmedo y mezclas que contienen ácido nítrico u otros ácidos oxidantes con ionos de cloruro. El alto contenido de níquel es responsable a la resistencia de este material a cloruros, fluoruros y otros compuestos de haluro en temperatura ambiente y temperaturas elevadas.
PROPIEDADES DE FABRICACIÓN
Las características de soldadura del Hastelloy C22 son similares en muchos aspectos a las de los aceros inoxidables austeníticos. Esto no debería presentar problemas específicos en cuanto a la soldadura siempre y cuando se ocupen técnicas y procedimientos adecuados. Por lo general las aleaciones a base de níquel exhiben características de soldadura lenta y con poca profundidad de penetración, así que la posibilidad de una fusión incompleta se ve aumentada. Hay que asegurar que se logren soldaduras completas.
La limpieza es crítica cuando se sueldan aleaciones a base de níquel. La contaminación por grasa, aceite, plomo, azufre u otros elementos pueden llevar a graves problemas de agrietamiento. El área a soldar se debe limpiar a fondo con un disolvente apropiado, cómo el isopropanol 99.9%.
Antes cualquier operación de soldadura se debe remover por completo todo material extraño, como grasa, marcas de lápices de color y otros
PROCESAMIENTO Y FORMACIÓN
Hastelloy C22 tiene excelentes características para la formación en frío, es el método preferido, debido a su buena ductilidad. Por lo general este material es más rígido que los aceros inoxidables austeníticos, por lo tanto, requieren más energía para su formación en frío.
TRATAMIENTO TÉRMICO
En la mayoría de los entornos corrosivos Hastelloy C22 se ocupa en estado soldado. Generalmente no se requiere un tratamiento térmico después de la soldadura. El recocido se realiza a menudo después de operaciones de trabajo en frío, para así restaurar la ductilidad si el trabajo en frío sobrepasa un 7% de elongación de las fibras exteriores requiere un recocido completo a solución entre 1900°- 2150°F para este material. Temperaturas para el alivio de tensión que se ocupen para aceros inoxidables (1100°-1200°F), no son eficaces y pueden promover la precipitación de aleación, lo cual perjudican su resistencia a la corrosión.
Templado
Para evitar la precipitación de fases secundarias, se requiere un enfriamiento rápido después del recocido por solución. Para secciones de espesor menor de 3/8” (9.53 mm), se puede ocupar un templado rápido al aire, pero el templado por agua es esencial en materiales mayores a 3/8” de
espesor y este es el método preferido para todos los espesores. El tiempo que se toma para transferir el material del horno al lugar de enfriamiento rápido no debe exceder los tres minutos.
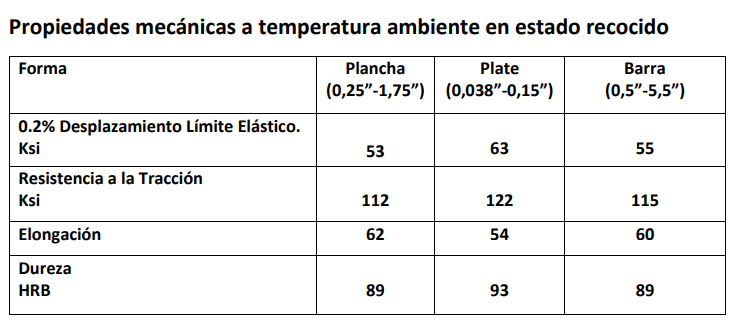
PROPIEDADES MECÁNICAS